


Introduction
SMT solder paste is a substance used for soldering electronic components to PCBs. This article will discuss the main features of SMT solder pastes, the classification into types according to the IPC, and recommendations related to use in the SMT process.
Appearance of solder paste
Solder paste is a powdered alloy in the form of fine particles suspended in flux. The appropriate viscosity of the flux holds the particles in place until the reflow soldering process melts the alloy. Solder particles can make up to 90% by weight of the paste.
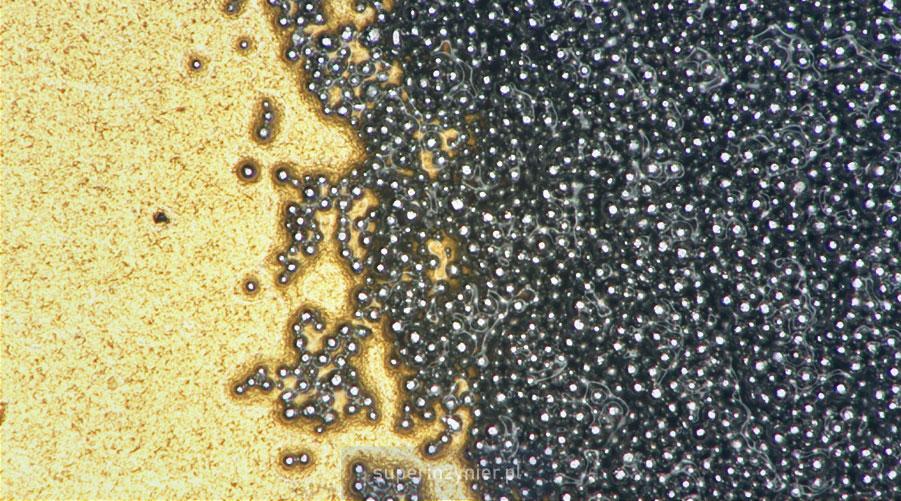
The photo below shows type 3 lead-free SMT paste on the surface of an SMT land. The alloy particles embedded in the flux are clearly visible.
The paste can be used for soldering components in SMT assembly, as well as in rework processes according to specific procedures, such as IPC-7711.
Solder paste is thixotropic, so it is a material that becomes less viscous (more liquefied) under shear forces (such as stirring).
Storage of the paste
Solder pastes should be stored at a low temperature in the range of 0-10C, so the refrigerator is the right solution here. Manufacturers give different storage temperature ranges, so we can find recommendations: 0-12C, 0-10C, 3-7C and so on.
If the paste is in cartridges or syringes, it should be stored vertically, with the outlet facing down. If stored horizontally, it should be rotated 180 degrees periodically.
Before use, the paste should be naturally warmed to room temperature, that is, we do not heat it additionally.
Maintain the FIFO rule when storing paste.
An interesting fact: Some manufacturers offer pastes that can be stored at room temperature for longer periods of time, on the order of several months or even up to a year. Details can be checked in the datasheets of individual pastes.
Using solder paste
Printing or dispensing
SMT paste is applied to the area where the actual solder joint is to be made. The application method is usually printing with a suitable stencil or spot application with a dispenser.
Solder paste should be applied in the right amount and in the right place to provide the required amount of solder necessary for the joint, while there should not be too much paste, as this can lead to bridging.
The paste should have the right viscosity, which means you need to make sure the paste is at the right temperature before applying it to the stencil and then to the circuit board. Ensuring the right viscosity involves, among other things, heating it to the required temperature. Many companies also mix the paste in a container before applying it to the stencil, which further reduces the viscosity and is intended to ensure greater uniformity of this material.
SPI - paste inspection
SPI (Solder Paste Inspection) is a paste print inspection, in which the presence of paste on selected solder lands and its shape/height are automatically verified.
SPI is not always used. Sometimes the use of SPI is a customer or industry requirement. However, it is worth considering SPI as a good practice in the SMT process.
In the case of product manufacturing, where any rework is forbidden, such a SPI system properly connected to the rest of the line and the MES/ERP system is the first line of defense and limiting unnecessary component losses.
Soldering: preheating
The solder paste and surfaces of the components to be soldered should be preheated according to the recommended temperature-time profile. This procedure allows activation of the flux contained in the paste, and then cleans the surfaces of oxides and some impurities. To achieve the right effect, follow the recommendations of the paste manufacturer.
Soldering: reflow
The next step is to reflow the paste. During this time, the solder balls melt, wetting the surfaces and forming a solder joint. It is important to make sure that the soldering time (TAL - Time Above Liquidus), in which the alloy is in a liquid state, is appropriate and that the peak temperature is not exceeded for the components used. In general, it can be said that the solder paste reflow profile recommendations and the requirements for the components to be soldered should be followed.
Soldering: cooling
The final phase is cooling, where the alloy solidifies, forming the final solder joint. In most SMT ovens, the cooling stage can be controlled, which affects the appearance of the solder and its reliability to some extent.
Solder paste classification
SMT solder pastes can be classified according to various criteria. Key aspects:
Alloy
The solder alloy used can be lead or lead-free. Depending on the chemical composition of the solder, its melting point and mechanical properties will vary.
For more information on alloys in electronics soldering, see the articles: Soldering: lead alloys and Soldering: lead-free alloys.
Flux
The flux used in SMT paste is a material that ensures that oxides (mainly tin) are removed from the surfaces to be soldered, thus enabling proper soldering. Fluxes are classified according to J-STD-004. Details are covered in an article about soldering fluxes.
Packaging form
SMT pastes are available in various forms, depending on the needs and solutions used. The most popular packaging methods are:
- Syringe: allows dispensing by dispenser or by hand.
- Container (jar): usually used to manually feed the paste onto a stencil.
- Cartridge: for automatic feeding of paste onto a stencil
- DEK ProFlow®: cartridge for DEK printers with Pro-Flow® head;
Type (particles size)
Miniaturization of electronic components results in reduction of the area of SMT solder lands. Printing paste via stencil is becoming increasingly difficult and largely depends on the stencil apreture aspect ratio and solder paste particles size.
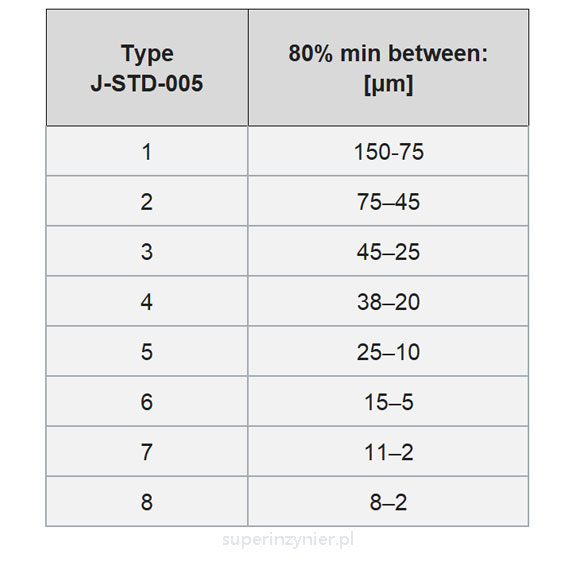
SMT paste manufacturers offer their products with this challenge in mind. At the same time, the IPC organization has defined in the J-STD-005 standard the so-called "types", that is, the classification of SMT pastes according to the size of the solder particles used.[1]
Type 3 has been the most common in the SMT process over the years and is increasingly being replaced by type 4 or 5.
The main reason for using type 4 or 5 solder paste is the better quality of paste printing, which is crucial for small components. SMT paste types 4 and 5 can be printed through smaller stencil apertures than solder paste type 3.
In general, paste type 3 can be used for components up to 0402. Type 4 can be used for components 0201, 0.5 mm BGA, uBGA, etc. Type 5 is used for 01005, uBGA and other components if type 4 no longer gives correct results.[2]
Small particles (type 4+) have a number of advantages for easier printing, mainly easier transfer of alloy particles through apertures in the stencil. These types also have disadvantages - namely, the solder surface area with fine particles is much larger than with larger ones. The larger surface area causes more oxidation of the tin, and the flux has more tin oxides to remove. The result is greater susceptibility to solder balling and graping (the paste is melted, but the particles on the surface of the solder are still visible and resemble a bunch of grapes).
Type 4+ pastes may also have a shorter lifetime compared to type 3. Of course, paste manufacturers are constantly improving them, so that these negative aspects are minimized by the appropriate composition of the flux.
Other parameters
- Viscosity. A parameter measured according to J-STD-005 recommendations. The viscosity of the paste changes depending on temperature and mixing. The paste exhibits thixotropy.
- Working Life. The duration for which the paste can remain on the stencil without affecting printing parameters. The manufacturer typically specifies this value, usually exceeding 8 hours.
- Tack Time. The duration for which solder paste can be printed on the PCB and hold components despite the presence of air (oxidation) without significant loss of its parameters.
- Slump. A phenomenon where the paste sags on the PCB surface, "spreading beyond the soldering area", promoting solder balling and reducing the amount of solder in the joint. J-STD-005 defines test conditions for slumping. There are two types of slump tests: Cold Slump at 25C and Hot Slump at 180C.
Summary
SMT solder pastes are offered in various alloy variants, grain sizes, flux types, and packaging methods. The success of the SMT soldering process depends significantly on the proper selection of the paste, its correct storage, preparation for use, and the soldering process itself, including the optimal soldering profile.
Care should also be taken to ensure that moisture sensitive components are properly supervised.
As we can see, there are many factors related to solder paste that influence the quality and reliability of soldered joints. Proper paste selection is crucial in SMT soldering, especially for demanding projects.
Footnotes
- IPC J-STD-005
- https://www.circuitinsight.com/pdf/size_matters_effects_solder_powder_size_solder_paste_performance_smta.pdf
